802-558-3087
The Ultimate Solution for Stator Core and Lamination Repair
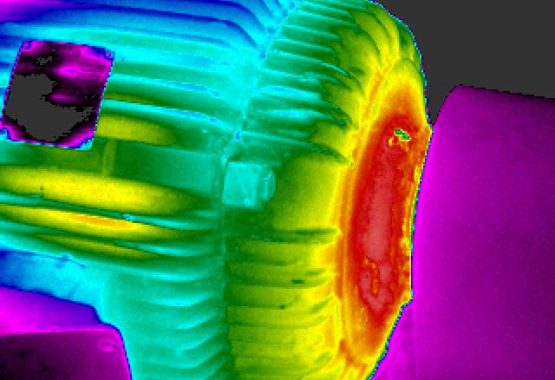
The Insul-Core™ Solutions process provides the ultimate opportunity to potentially restore the core plate without dismantling the core, saving labor, eliminating the chance of unsatisfactory restack results and the possibility of scrapping an expensive piece of electrical equipment. It can potentially provide reduced cores losses, core temperatures, reduces significant repair down time improving your operations profit margins; this can be achieved through the application of the Insul-Cure™ Solutions#0409.
LEARN MORE
The Ultimate Solution for Stator Core and Lamination Repair.
The Insul-Core™ Solutions process provides the ultimate opportunity to potentially restore the core plate without dismantling the core, saving labor, eliminating the chance of unsatisfactory restack results and the possibility of scrapping an expensive piece of electrical equipment. It can potentially provide reduced cores losses, core temperatures, reduces significant repair down time improving your operations profit margins; this can be achieved through the application of the Insul-Cure™ Solutions#0409.
LEARN MORE